Whatever minerals a mining company is after, there has to be a process, or a chain of processes, of separation. From its origins 75 years ago extracting heavy minerals from the local sands on Australia's East coast, Downer’s Mineral Technologies business soon started developing its own equipment, started selling it to other mining companies and evolved into a process solutions specialist, designing, testing and manufacturing the machinery needed to gain the best possible grades and recovery at a reasonable cost.
Mineral Technologies does not try to compete with the very largest mine building contractors, preferring to stay focused on niche areas, taking pains to understand both the process and the customer’s company's issues. It is frequently called in when margins are tight and a case has to be made – it will design the plant, test the process at its Australian labs, develop a flowsheet and come up with a guaranteed process for the customer. “We pride ourselves on being flexible and thorough when developing a package,” explains General Manager of global sales Ken Roberts, who joined the company in January 2017, bringing with him over 30 years of experience in both mining operations and equipment sales.
There's no denying that the mining industry has been in the doldrums for some years now, however this has not entirely been a bad thing for Mineral Technologies, which has seen demand for some of its specialised services hold up well, as the need to cut costs and optimise revenues has never been more pressing. As well as mineral sands, it has provided cost-effective process solutions for iron ore, silica sands, coal, chromite, gold, tin, tungsten, tantalum and many other minerals in Australia, the Americas, Africa, Europe and south Asia.
Tailings dumps can be a perennial headache for miners. “We are getting more into retreatment of old tailings ponds and dumps,” says Roberts. “Remediation is more and more closely regulated by governments but it needn't be a burden – it can create value for the customer too.” A good example – the two tailings beneficiation plants it delivered to the Australian iron ore producer Arrium, enabling it to transform variable low-grade tailings stockpiles into high grade iron ore product.
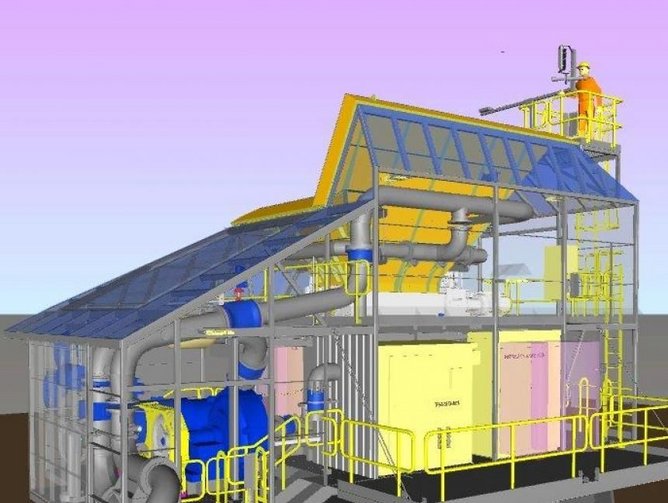
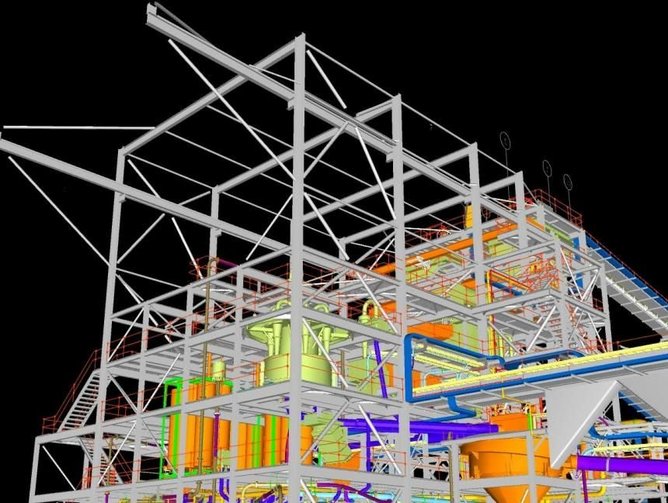
In recent years, Mineral Technologies has become the ‘go-to’ provider for relocatable, modular plants which incorporate core process technology into new low-cost configurations. Roberts sees endless opportunities here. Putting in a modular mining unit (MMU), which can process a predicable number of tonnes per hour (tph) for a few years and then be moved to another site, makes a lot of sense, saving the customer the capital cost of civil works and construction for a conventional plant and providing a dependable revenue stream. Mineral Technologies is delivering a mobile mining unit to a major mining project in Florida, and is working on developing more such units for customers that are mining mineral sands. “It moves on tracks and has a hopper above to take the feed – it shreds the material to a pumpable size then delivers it to the processing plant via a pipeline.”
Mineral Technologies' research and development team has become widely recognised for innovation in minerals processing. It uses the latest design technologies such as rapid prototyping, and its Ansys 3D printing and design verification software transforms desktop concepts into full-scale equipment inside the laboratory. No two mining projects are dealing with exactly the same ores, so this customised equipment design service is the best way for them to achieve optimum grade and recovery.
Spiral separators and shaking tables have been around for a long time, but innovation is always able to deliver better performance. With over 50,000 visitors and 500 exhibitors, the International Mining Exhibition (EXPOSIBRAM) and the Brazilian Mining Congress bring together hundreds of entrepreneurs, government and private organizations every two years and this year, from 18 to 21 September, it was chosen as the launch pad for Mineral Technologies to introduce the industry to a new type of spiral separator - the CT1.
“It's very exciting, and we will be showing it all around the world over the next 12 months. We call it our compact turbo spiral and it increases throughput up to fourfold, on the same footprint.” Being enclosed, it is spillage and noise free, he adds. Its small footprint and modular nature means customers can reduce both capex and opex while maintaining metallurgical performance. Conventional plants containing five, six or more spiral stages can be replaced by a three stage CT1 flowsheet. Fewer processing stages means reduced power consumption and a decreased need for peripheral equipment such as pumps, motors, control circuitry, sumps, intermediate launders and distribution systems. Plants with fewer processing stages are easier to operate, easier to control and quicker to commission.
The Australian factory of Mineral Technologies is the world's largest spiral manufacturing plant, and it is getting busier. The company is investing in equipment and people to speed up throughput and keep lead times down, but the growing popularity of modular units including the CT1 is helping here too, according to Roberts. “The CT spiral is a bit different from a conventional plant – it goes together like Lego. We can take them apart and have them assembled on delivery, which makes the delivery process a lot cheaper and quicker.”
Being able to tap into the synergies of the global Downer group is important to potential customers, Roberts acknowledges. With iron ore mining gradually regenerating in Australia, he recently met with one of the largest players together with other Downer businesses such as Downer Mining and Downer Rail to develop a project. Downer's financial clout adds flexibility in contracting options such as leasing, and that is something that fits well with the growth in modular plants. “We can reconfigure them and fit them to another customer's needs. We can put them in containers and assemble locally, and this is of real benefit to our customers. It allows them to rethink the flow, reduce the tonnage, and reduce the capital outlay – all key considerations for them.”
The Downer group 'Zero Harm' policy is also an important differentiator, he concludes. Customers, especially in jurisdictions like Australia and the USA, have to take ethical sourcing seriously, and audit their entire supply chain to ensure that safe practices apply throughout. They can have complete confidence when dealing with Mineral Technologies.